想要了解<普陀>【当地】【钢材】,工字钢专注生产制造多年产品的魅力?视频为你揭晓答案!
以下是:<普陀>【当地】【钢材】,工字钢专注生产制造多年的图文介绍


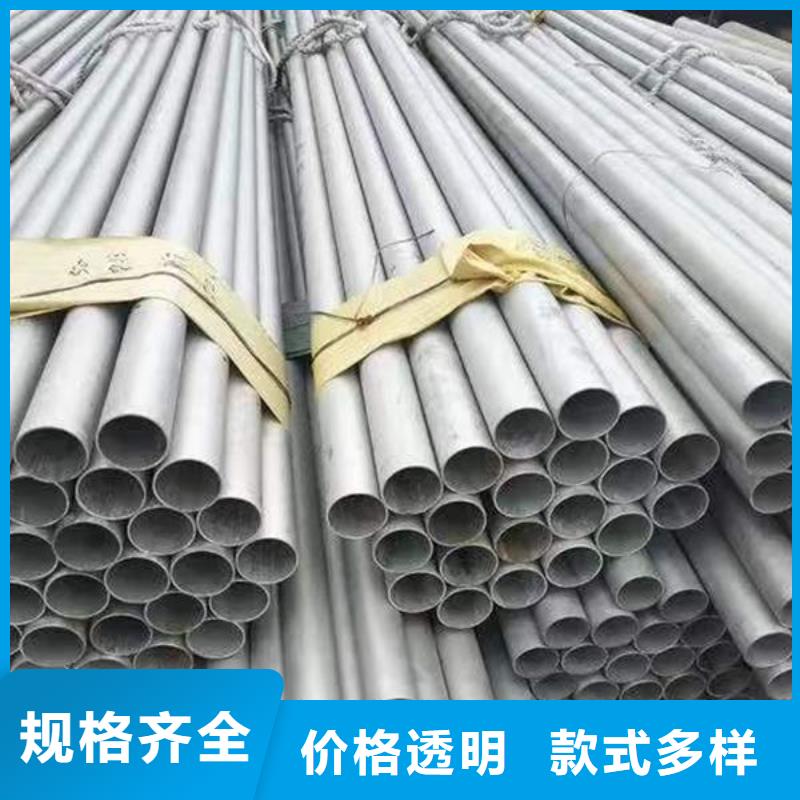
不锈钢无缝钢管是一种具有中空截面、普陀同城周边没有接缝的长条钢材。 不锈钢无缝管
不锈钢无缝管的特点:
其一、普陀同城该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、普陀同城该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、普陀同城管内外表光亮度低、普陀同城定尺成本高,且内外表还有麻点、普陀同城黑点不易去除;其三、普陀同城它的检测及整形必须离线处理。因此它在高压、普陀同城高强度、普陀同城机械结构用材方面体现了它的优越性。
不锈钢管的种类:
接轧制方法分热轧、普陀同城热挤压和冷拔(轧)不锈钢管。
按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、普陀同城马氏体不锈钢管、普陀同城奥氏体系不锈钢管、普陀同城奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:
A、普陀同城按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、普陀同城热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、普陀同城钢管内外表面不得有裂缝、普陀同城折叠、普陀同城龟裂、普陀同城裂纹、普陀同城轧折、普陀同城离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不清除。
D、普陀同城直道允许深度。热轧、普陀同城热挤压钢管、普陀同城直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、普陀同城钢管两端应切成直角,并清除毛刺。不锈钢无缝管的制造工艺:



普陀钢材的理论重量是按普陀钢材的公称尺寸和密度(过去称为比重)计算得出的重量称之为理论重量。这与普陀钢材的长度尺寸、截面面积和尺寸允许偏差有直接关系。由于普陀钢材在制造过程中的允许偏差,因此用公式计算的理论重量与实际重量有一定出入,所以只作为估算时的参考。普陀钢材的实际重量是指普陀钢材以实际称量(过磅)所得的重量,称之为实际重量。实际重量要比理论重量准确。毛重 是"净重"的对称,是普陀钢材本身和包装材料合计的总重量。运输的企业计算运费时按毛重计算。净重 是"毛重"的对称。普陀钢材毛重减去包装材料重量后的重量,即实际重量,称之为净重。在普陀钢材购销中一般按净重计算。重量吨 按普陀钢材毛重计算运费时使用的重量单位。其法定计量单位为吨(1000kg),还有长吨(英制重量单位1016.16kg)、短吨(美制重量单位907.18kg)。计费重量 亦称"计费吨"或"运费吨"。运输部门收取运费的普陀钢材重量。不同的运输方式,有不同的计算标准和方法。如铁路整车运输,一般以所使用的货车标记载重作为计费重量。公路运输则是结合车辆的载重吨位收取运费。铁路、公路的零担,则以毛重若干公斤为起码计费重量,不足时进整。


角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料有限公司成立于2007年,是一家集 H型钢、开发、加工、销售为一体的 H型钢、产品企业。公司主要研发生产: H型钢、等多种产品,并为百余家定向客户提供完善的服务, H型钢、产品质量品质过硬。




普陀双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后普陀钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行100%的检查。8. X射线检查:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。







 扫一扫
扫一扫